Гальванизацияләү - корычны даттан саклауның иң яхшы ысулы. Нигездә,гальванизацияләү ваннасыметалл детальләрне каплау өчен кулланыла торган эретелгән цинк белән тулы зур чәйнек. Бу ваннага чиста корыч чумдырылганда, цинк тиз арада өслеккә ябышып, нык, коррозиягә чыдам катлам барлыкка китерә. Гальванизацияләү 150 елдан артык бар, ләкин ул гаҗәеп нәтиҗәле һәм экологик яктан чиста булып кала. Чынлыкта, ул еш кына иң экологик яктан чиста коррозиягә каршы тору процессларының берсе дип атала. Нәтиҗәдә, минималь хезмәт күрсәтү белән дистә еллар дәвамында ачык һавада чыдам була ала торган корыч барлыкка килә. Түбәндә без гальванизацияләү ваннасы эчендә корыч детальнең тузанлы иске металлдан цинк белән капланганга ничек күчүен этап-этап белән аңлатабыз.

Гальванизацияләү ваннасы нәрсә ул?
Гальванизацияләү ваннасы - якынча 450°C (842°F) кадәр җылытылган эретелгән цинк савыты. Корыч детальләре көмеш төсендәге сыек металлга охшаган бу кайнар цинкка батырыла. Чумдыру вакытында цинк корычтагы тимер белән реакциягә керә, цинк һәм корыч арасында металлургик бәйләнеш барлыкка китерә. Гамәлдә, компанияләр моны еш кына ... дип атыйлар.кайнар гальванизацияпроцесс – корычны, чын мәгънәсендә, "кайнар" (эретелгән) цинкка ману.
Бу ысул бик нәтиҗәле. Цинк ваннасы гадәттә 98% саф цинктан артык саклана, һәм конвейер яки кран системалары корыч кисәкләрен җентекләп почмаклый, шуңа күрә цинк детальнең һәр почмагына үтеп керә ала. Хәтта буш формалар яки торбалар да цинк белән тутыра, шуңа күрә эчке өлеше тышы кебек үк каплана. Бер сәнәгать кулланмасы әйткәнчә, кайнар гальванизация "тулысынча чумдыру" процессы - корыч тулысынча чумдырыла һәм цинк белән каплана.барысы даэчке һәм тышкы өслекләр. Берничә минуттан соң корыч яңа ялтыравыклы металл тышлык белән күтәрелә.
Кайнар гальванизацияләү процессы (башыннан ахырына кадәр)
Гальванизацияләү процессы берничә төп этаптан тора. Һәрберсен игътибар белән эшләргә кирәк, чөнки цинк бары тик камил чиста өслеккә генә ябышачак. Гомумән алганда, этаплар түбәндәгечә:
Чистарту (Майсызландыру һәм маринадлау):Башта корычны майлардан, майлардан һәм вак датлардан чистарту өчен җентекләп чистарталар. Гадәттә, бу корычны майсызландыра торган кайнар селте (каустик) эремәсен кулланалар. Аннары, корычны кислоталы тозлау ваннасына (еш кына сыекландырылган күкерт яки тоз кислотасы) салып, завод калдыкларын һәм датны бетерәләр. Тозлаганнан соң, теләсә нинди каты пычрак, буяу яки шлак кул белән яки шартлату юлы белән чыгарыла. Кыскасы, барлык пычраткычлар да юкка чыгарга тиеш, чөнки цинк пычрак корыч белән бәйләнми.
Флюксинг:Гальванизацияләү алдыннан, чиста корыч флюс эремәсенә маныла, гадәттә цинк аммоний хлориды катнашмасы. Флюс оксидның соңгы эзләрен чистарта һәм ману алдыннан яңа оксидлашуны булдырмый. Кайбер заводларда, корыч кергәндә майсызлану өчен, цинк ваннасы өстендә нечкә "флюс юрган" да йөзеп йөри. Флюслаштыру этабы бик мөһим: ул эретелгән цинк банкасының...дымлыкорычны тигез итеп.
Цинк ваннасына чуму:Хәзер процессның үзәге килә. Әзерләнгән корыч әкрен генә (еш кына почмак астында) эретелгән цинк чәйнегенә төшерелә, гадәттә ~450°C температурада тотыла. Астагы рәсемдә корыч балкаларның кайнар цинк ваннасына керүе күрсәтелгән. Корыч сыек металлга тию белән реакция башлана. Цинк тимер өслеге белән кушыла башлый, һәм сыек цинк бөтен деталь тирәли ага. Ванна эчендә цинк һәм тимер металлургик реакция ярдәмендә берничә кушылма катламы барлыкка китерә. Бу вакыт эчендә (гадәттә берничә минут), каплау тиешле калынлыгына кадәр җыела. Бер катламэретелгәнцинк корыч өслегенә ябышып кала, аннары каты тышкы кабык барлыкка китереп суына.
Рәсем: Корыч детальләр кайнар гальванизацияләү ваннасына маныла. Эретелгән цинк (сыек көмеш) корычны тиз каплап ала.
Завод операторлары чумдыру вакытын җентекләп билгелиләр. Күпчелек детальләр өчен 4-5 минут чумдыру җитә. Зуррак яки изоляцияләнгән детальләр тулы температурага җитү өчен озаграк вакыт кирәк булырга мөмкин. Җылытылганнан соң, деталь әкрен генә күтәрелә. Күтәрелгән саен, артык цинк агып чыга - кайвакыт кисәкне тибрәнү яки әйләндерү ярдәмендә. Калган цинкның нечкә кабыгы суына һәм катылана, еш кына тышкы яктан якты көмеш төс ала. Чынлыкта, яңа гальванизацияләнгән корыч еш кына ялтырап тора; ул катып калганда, өслектә кристаллашкан цинкның характерлы "шпингл" яки кар бөртеге сыман бизәге күренергә мөмкин.

Суыту (Пассивлаштыру/Сүндерү):Капланган корыч алынганнан соң суытыла. Моны гади һава суыту яки кайнар корычны суда яки химик пассивлаштыру ваннасында сүндерү юлы белән эшләргә мөмкин. Махсус катыру кирәк түгел - цинк/корыч бәйләнеше инде нык. Хасил булырга мөмкин булган цинк оксидының (ак дат) тышкы нечкә катламы еш кына ялгыз калдырыла яки җиңелчә эшкәртелә. Буялган детальләрдән аермалы буларак, гальванизацияләнгән корыч гадәттәбашка эшкәртү юкныклык өчен.
Тикшерү:Соңгы адым - тиз визуаль һәм техник тикшерү. Инспекторлар һәр өлкәнең капланганлыгын тикшерәләр һәм калынлыгын үлчиләр. Цинк чиста металлга гына ябышканлыктан, начар урыннарны ачыклау җиңел (ялангач корыч якты күренә). Стандарт үлчәү җайланмалары каплау калынлыгын үлчи, аның спецификацияләргә туры килүен тәэмин итә. Бу вакытта цинкланган корыч куллануга әзер, күп еллар дәвамында коррозиягә чыдам булуы гарантияләнә.
Мунча эчендә: Металлургия һәм саклау
Чынлыкта, эретелгән цинк эчендәге корыч белән химиянең катлаулы өлеше бара - һәм гальванизациянең гаҗәеп көчле якларының берсе. Кайнар корыч ваннада утырганда, цинк атомнары тимергә әйләнеп, берничә интерметалл кушылма барлыкка китерә. Америка гальванизаторлар ассоциациясе моны кисемтә белән күрсәтә: тышкы катлам диярлек саф цинк (эта катламы дип атала) һәм аның астында корыч чикләрендә 3 каты эретмә катламы (гамма, дельта, зета дип атала) урнашкан. Гаҗәп хәл, бу цинк-тимер эретмәсе катламнары...йомшак корычтан да катыракМәсәлән, кечкенә сызыклар бу күп катламлы каплау аша җиңел генә үтеп керми. Гамәлдә, гальванизацияләнгән каплау бик нык һәм ышкылуга чыдам.
Тагын бер төп өстенлек - катод (корбан) саклау. Цинк корычтан электрохимик яктан активрак. Гади итеп әйткәндә, каплау ялангач корычка кадәр тырналса, тирә-юньдәге цинк башта коррозиягә дучар булачак, корычны саклаячак. Чынлыкта, кайнар гальванизация моның белән данлыклы: бер чыганакта ялангач корыч (¼ дюймга кадәр зурлыкта) тырналган очракта да "тирә-юньдәге барлык цинк янганчы коррозия башланмаячак" дип әйтелә. Бу кечкенә тишелгән урыннарны яңадан буяу кирәк түгел дигәнне аңлата; цинк вакыт узу белән үзен корбан итә.
Еллар дәвамында һава һәм яңгыр тәэсире цинкны зарарсыз өстәмә продуктларга (оксидлар, гидроксидлар, карбонатлар) әйләндерә - иске гальванизацияләнгән металлда күрергә мөмкин булган соры төсмер. цинк патинасы әкренләп саклаучы тышкы кабык барлыкка китерә, бу коррозияне тагын да әкренәйтә. Чынлыкта, тулысынча җилләнгән гальванизацияләнгән корыч ялангач корычтан якынча 30 тапкыр әкренрәк коррозиягә дучар була. Гамәлдә, бу гальванизацияләнгән каплауның еш кына 50–60 ел яки аннан да күбрәк вакыт хезмәт итүен аңлата, бу мохиткә карап.

Гаҗәп өстенлекләрГальванизация
Гальванизацияләү гади металл каплаудан көтмәгән берничә "гаҗәеп" фактор тәкъдим итә:
1. Тулы каплау:Кайнар гальванизацияләү детальне батырганга күрә, ул хәтта буш кисәкләрнең эчен һәм торбаларның эчен дә каплый. Җепләр һәм яшерен почмаклар цинк белән каплана, ә щетка белән буяулардан аермалы буларак. Бу тулысынча батыру датның көтелмәгән урыннардан үтеп керә алмавын аңлата.
2. Кертелгән ныклык:Цинк-тимер катламнары үзеннән-үзе каты һәм ышкылуга чыдам. Кайбер сынауларда гальванизацияләнгән корычның каплавы беткән иде.ун тапкыргадәти буяуга караганда абразивлыкка чыдамрак. Тышкы саф цинк катламы (эта) йомшаграк һәм сыгылмалы, бәрелүгә чыдамлык бирә, ә эчке эретмә катламнары корычтан катырак. Бу күп катламлы бәйләнеш гальванизацияләнгән детальләрнең тупас эшкәртүгә һәм тузуга чыдам булуын аңлата.
3. Үз-үзеңне дәвалау (катод) саклануы:Билгеләнгәнчә, цинк корычны саклау өчен "үзен корбан итәчәк". Гальванизацияләнгән корычтагы кечкенә сызыклар дат басмый, чөнки цинк башта коррозиягә дучар була (катод саклавы дип тә атала). Хәтта буялган корыч белән нәрсә булачагы өчен "янга таба шуышу" дигән исем дә бар (буяу астында тутык шуышу) - һәм гальванизация моңа комачаулый.
4. Тиз эшкәртү:Авыр җиһазлар булуга карамастан, чын гальванизацияләү этабы тиз. Берәр кисәкне элеп, цинкка батыру берничә минут кына вакыт ала. Әзерләү күбесенчә химик чистартудан гыйбарәт, һәм яхшы эшли торган завод заказны барлыгы берничә көн эчендә эшкәртә ала. Чынлыкта, заманча гальванизацияләү цехлары кечкенә заказлар өчен тәүлек әйләнәсе хезмәт күрсәтә.
5. Озын хезмәт итү вакыты:Гальванизацияләнгән каплау корычны дистә еллар дәвамында буяусыз саклый ала. Гадәти ачык һавада (сәнәгать яки авыл җирендә) беренче хезмәт күрсәтүгә кадәр 50 елдан артык вакыт кирәк була. Бу озак вакытлы хезмәт итү вакытлыча гальванизацияне вакытлыча буяуга караганда экономиялерәк итә.
6. Әйләнә-тирә мохиткә зыян китермәү:Гальванизацияләү процессы чагыштырмача чиста. Кулланылган цинк кабат эшкәртелә, һәм буяудагы кебек очучан органик эреткечләр юк. Гальванизацияләнгән корыч куллану вакыты тәмамлангач, 100% кабат эшкәртелә ала. Сәнәгать төркемнәре хәтта гальванизацияләүне "иң экологик яктан чиста" коррозиядән саклау чарасы дип билгелиләр.
7. Танып алырлык бизәлеш:Гальванизацияләнгән корыч еш кына үзенчәлеккә ияҗепселләнгәняки аның өслегендә кар бөртеге сыман бизәк. Бу көмеш кристаллар цинк бөртекләрен катырта, һәм алар гальванизацияләнгән өслекләргә үзенчәлекле күренеш бирә. Бу чын кайнар манып каплау булуын күрсәтүче визуаль билге.

Югары сыйфатлы җиһазлар: Bonan Tech компаниясенең торбаларны цинклау заводы
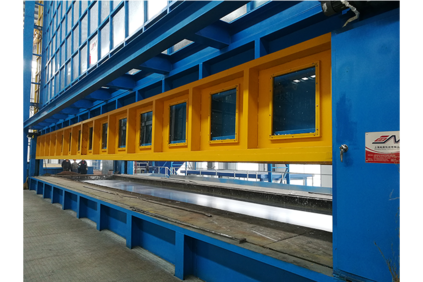
Зур гальванизация цехлары бу процессларны өзлексез эшләтеп җибәрү өчен авыр йөк машиналарын кулланалар. Мәсәлән, җиһазлар җитештерүче Bonan Technology Co., Ltd. үзенең«Югары сыйфатлы торба цинклау заводы»югары сыйфатлы корычтан һәм компонентлардан эшләнгән. Аларның автоматлаштырылган линияләре барысын да эшкәртә: торбаларны элеп кую өчен җайланмалар, селтене майсызландыру баклары, кислота тозлары, флюс станцияләре, цинк чәйнек аша конвейер һәм суны сүндерү баклары. Bonan билгеләп үткәнчә, аның торбаларны гальванизацияләү заводлары барлык торба диаметрларында да өзлексез җитештерү өчен эшләнгән.
Рәсем: Үзлексез торбаларны гальванизацияләү линиясе эшли. Мондый автоматлаштырылган заводлар торба кисәкләрен чистарту, флюслау һәм эретелгән цинк ваннасы аша күчерә.
Bonan Tech линиясендә һәр адым җентекләп контрольдә тотыла. Чынлыкта, торбаларны гальванизацияләү гадәттә түбәндәге этапларны үти:
Каустик чистарту:Май һәм тегермән калдыкларын бетерү өчен торбалар кайнар натрий-гидроксид ваннасына керә.
Әче тозлау:Аннары алар дат һәм калган оксидларны эретү өчен кислоталы ванна аша үтәләр (гадәттә HCl яки H₂SO₄).
Чайкату һәм агызу:Чайкаганнан соң, торбалар цинк-аммоний хлориды флюс эремәсенә маныла, бу гальванизацияләү алдыннан корычның оксидсыз калуын тәэмин итә.
Киптерү:Корычтагы теләсә нинди дым һава киптергеч белән очып китә яки парга әйләндерелә.
Чумдыру (цинк ваннасы):Торбалар эретелгән цинк чәйнегенә китерелә. Кайнар чөй аларны цинк белән тулысынча каплап ала.
Сүндерү:Ниһаять, кайнар гальванизацияләнгән торбалар капламаны беркетү өчен суда яки сүндерү ваннасында тиз суытыла.
Хәзер барлыкка килгән һәр торба коррозияне булдырмас өчен бердәм цинк каплавына ия. Бонан тасвирламасы буенча, аларның“Торбалар өчен автоматик гальванизацияләү машинасы”"гальянлаштырылырга тиешле торбаларның тулы ассортиментын" эшкәртә ала, хәтта бик зур яки кечкенә торбаларның да тиешле цинк катламы белән тәэмин ителүен тәэмин итә.
Йомгак
Гальванизацияләү ваннасы гади металл савытыннан да күбрәкне аңлата - ул корычны үз-үзен төзәтә торган калкан белән тәэмин итүче, фәнни яктан нигезләнгән процесс үзәге. Чистарту этапларыннан алып кайнар цинкка батыруга кадәр, һәр этап ныклы, металлургик яктан бәйләнгән каплау алу өчен оптимальләштерелгән. Без гальванизацияләнгән корычның датка каршы торуын гына түгел, ә гаҗәеп яхшы эшләвен дә күрдек - күп катламлы эретмәләр, гаять ныклык һәм дистә еллар дәвамында хезмәт итү вакыты белән.
Сез күпер төзелешен проектлаучы инженер яки койма баганаларын сайлаучы йорт хуҗасы булсагыз да, гальванизацияләү ваннасы процессын аңлау гальванизацияләнгән корычның ни өчен шулкадәр нәтиҗәле булуын аңларга ярдәм итә. Кыскасы, эретелгән цинкның гади ваннасы эчендә көчле һәм гаҗәеп катлаулы саклану системасы ята - ул корыч конструкцияләрнең буыннар дәвамында куркынычсызлыгын тәэмин итәчәк.
Бастырылган вакыты: 2025 елның 21 мае